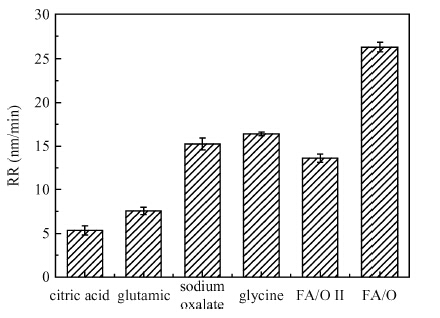
Fig. 1.
Ru RR in colloidal silica-based slurry as a function of complexing agents.
SEMICONDUCTOR TECHNOLOGY
Bo Duan, Weijing An, Jianwei Zhou and Shuai Wang
Corresponding author: Jianwei Zhou, E-mail: 1152058759@qq.com
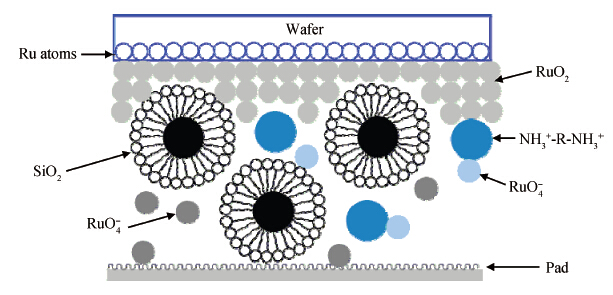
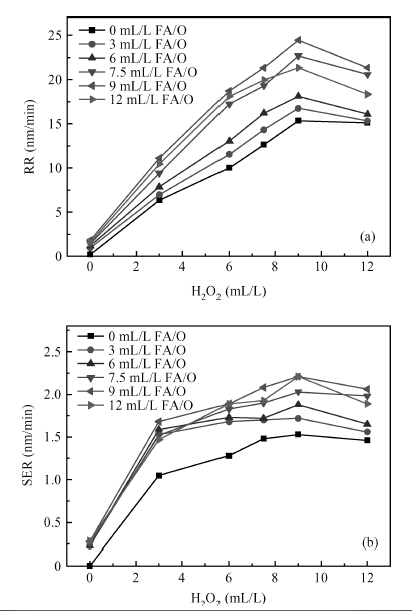
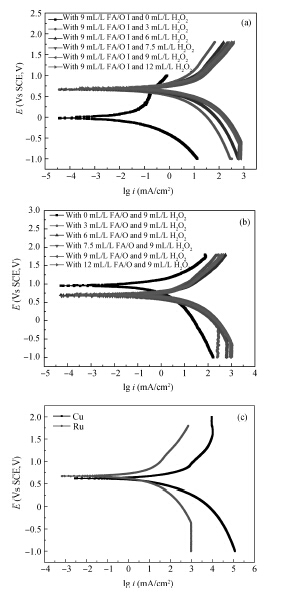
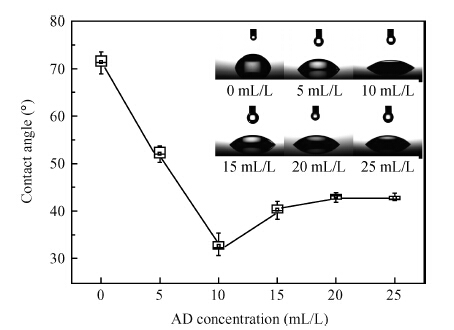
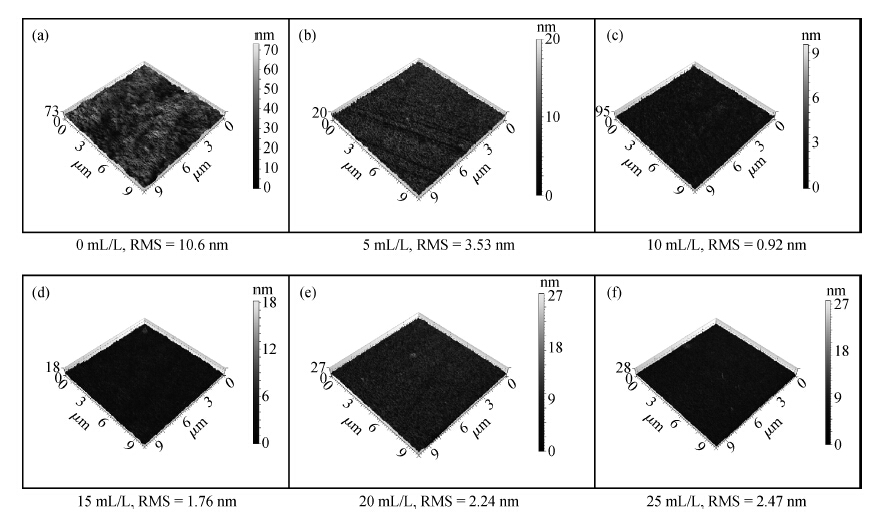
Abstract: This paper investigated the effect of FA/O and hydrogen peroxide (H2O2) on ruthenium (Ru) removal rate (RR) and static etching rate (SER). It was revealed that Ru RR and SER first linearly increased then slowly decreaseed with the increasing H2O2 probably due to the formation of uniform Ru oxides on the surface during polishing. Their corrosion behaviors and states of surface oxidation were analyzed. In addition, FA/O could chelate Ru oxides (such as (RuO4)2- and RuO4- changed into soluble amine salts [R(NH3)4] (RuO4)2) and enhance Ru RR. The non-ionic surfactant AD was used to improve the Ru CMP performance. In particular, the addition of AD can lead to significant improvement of the surface roughness.
Keywords: Ru chemical mechanical polishing, FA/O complexing agents, hydrogen peroxide, non-ionic surfactant AD
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] | |
| [17] | |
| [18] |
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] | |
| [17] | |
| [18] |









Article views: 3053 Times PDF downloads: 25 Times Cited by: 0 Times
Received: 16 November 2014 Revised: Online: Published: 01 July 2015
| Citation: |
Bo Duan, Weijing An, Jianwei Zhou, Shuai Wang. Effect of FA/O complexing agents and H2O2 on chemical mechanical polishing of ruthenium in weakly alkaline slurry[J]. Journal of Semiconductors, 2015, 36(7): 076002. doi: 10.1088/1674-4926/36/7/076002
****
B Duan, W J An, J W Zhou, S Wang. Effect of FA/O complexing agents and H2O2 on chemical mechanical polishing of ruthenium in weakly alkaline slurry[J]. J. Semicond., 2015, 36(7): 076002. doi: 10.1088/1674-4926/36/7/076002.

|
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] | |
| [11] | |
| [12] | |
| [13] | |
| [14] | |
| [15] | |
| [16] | |
| [17] | |
| [18] |

 WeChat ID
WeChat ID
Journal of Semiconductors © 2017 All Rights Reserved 京ICP备05085259号-2

 DownLoad:
DownLoad: