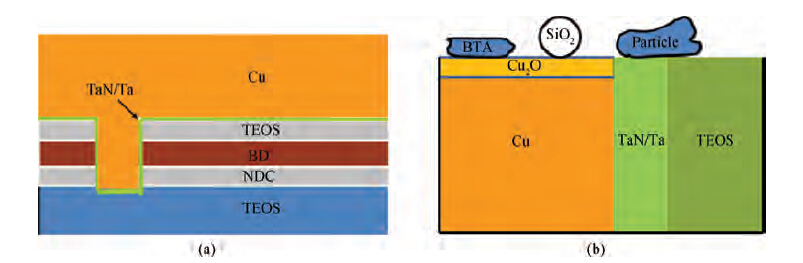
Fig. 1.
The schematic illustration of patterned copper wafer. (a) Pre-CMP. (b) Post-CMP.
SEMICONDUCTOR TECHNOLOGY
Mingbin Sun, Baohong Gao, Chenwei Wang, Yingxin Miao, Bo Duan and Baimei Tan
Corresponding author: Baimei Tan, E-mail: bmtan@hebut.edu.cn
Abstract: The effect of a non-ionic surfactant on particles removal in post-CMP cleaning was investigated. By changing the concentration of the non-ionic surfactant, a series of experiments were performed on the 12 inch Cu pattern wafers in order to determine the best cleaning results. Then the effect of the surfactant on the reduction of defects and the removal of particles was discussed in this paper. What is more, the negative effect of a non-ionic surfactant was also discussed. Based on the experiment results, it is concluded that the non-ionic surfactant could cause good and ill effects at different concentrations in the post-CMP cleaning process. This understanding will serve as a guide to how much surfactant should be added in order to achieve excellent cleaning performance.
Key words: post-CMP cleaning, non-ionic surfactant, particle removal, organic contamination
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] |
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] |









Article views: 4182 Times PDF downloads: 90 Times Cited by: 0 Times
Received: 27 June 2014 Revised: Online: Published: 01 February 2015
| Citation: |
Mingbin Sun, Baohong Gao, Chenwei Wang, Yingxin Miao, Bo Duan, Baimei Tan. Non-ionic surfactant on particles removal in post-CMP cleaning[J]. Journal of Semiconductors, 2015, 36(2): 026002. doi: 10.1088/1674-4926/36/2/026002
****
M B Sun, B H Gao, C W Wang, Y X Miao, B Duan, B M Tan. Non-ionic surfactant on particles removal in post-CMP cleaning[J]. J. Semicond., 2015, 36(2): 026002. doi: 10.1088/1674-4926/36/2/026002.

|
| [1] | |
| [2] | |
| [3] | |
| [4] | |
| [5] | |
| [6] | |
| [7] | |
| [8] | |
| [9] | |
| [10] |

 WeChat ID
WeChat ID
Journal of Semiconductors © 2017 All Rights Reserved 京ICP备05085259号-2

 DownLoad:
DownLoad: