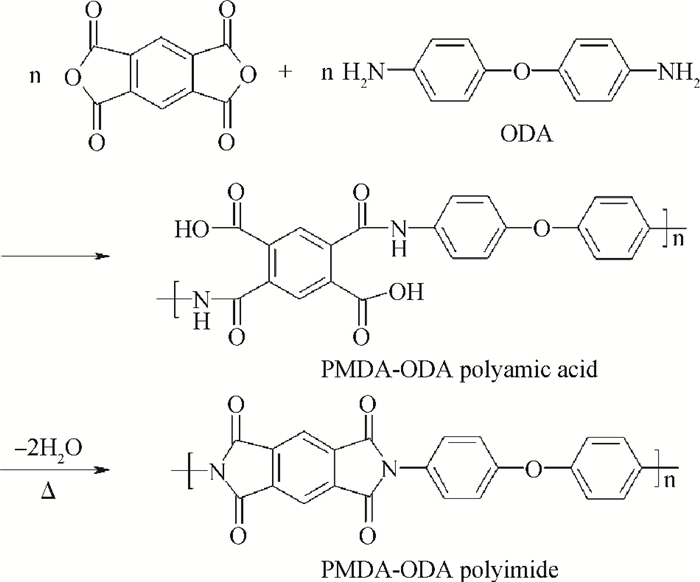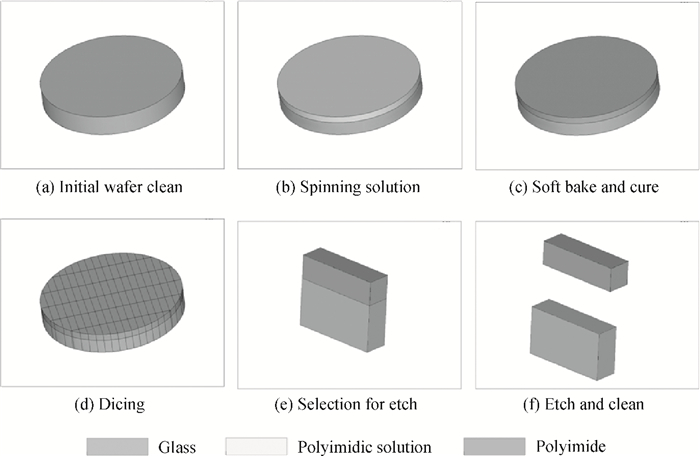
Fig. 1.
The fabrication process of polyimide film.
SEMICONDUCTOR MATERIALS
Wenguo Ning1, 2, Heng Li1, 2, Chunsheng Zhu1, 2, Le Luo1, , Dong Chen3 and Zhenzhen Duan3
Corresponding author: Luo Le, Email:leluo@mail.sim.ac.cn
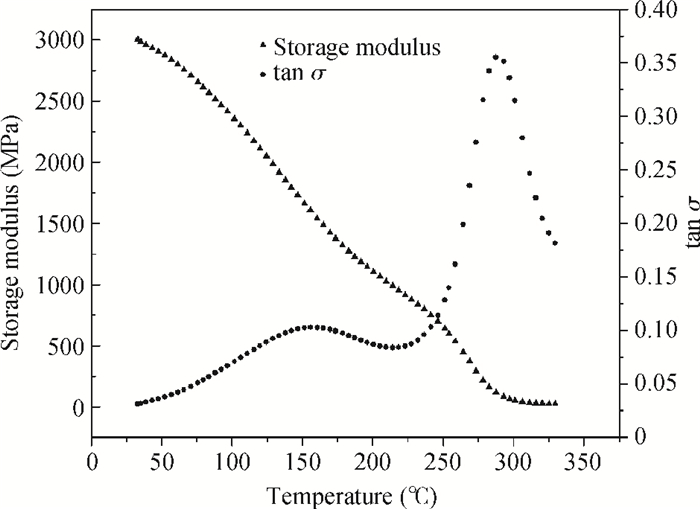
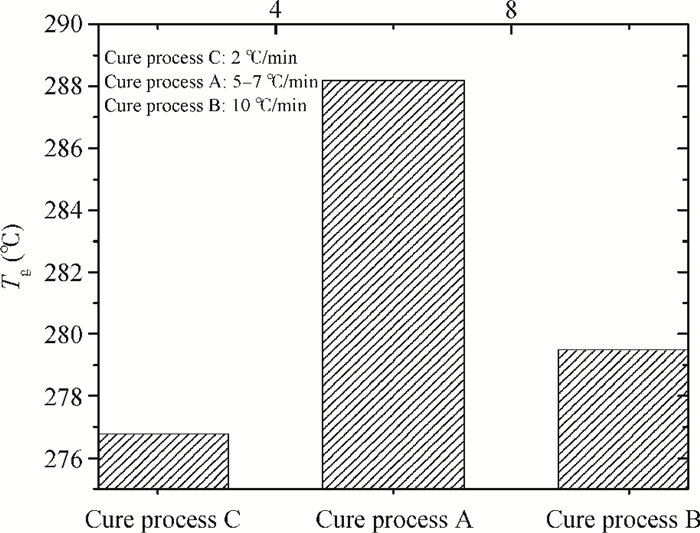
Abstract: The effects of cure temperature history on the stability of hinged structure poly (4, 4-oxydiphenylene pyromellitimide) (PMDA-ODA) polyimide were studied by dynamic mechanical analysis. The polyimide films were cured under different curing conditions and peeled off by substrate etching. It was found that a proper cure time and temperature ramp rate improves the stability in terms of higher glass transition temperature. Ninety minutes at 375℃ or 200℃ is a beneficial high glass transition temperature. The temperature ramp rate should be between 2℃/min and 10℃/min, which is neither too high nor too low.
Keywords: curing of polymers, polyimide, stabilization, DMA
| [1] |
Russell J D, Kardos J L. Crosslinking characterization of a polyimide:AFR700B. Polymer Composites, 1997, 18(5):595 doi: 10.1002/(ISSN)1548-0569
|
| [2] |
Rich D C, Sichel E K, Cebe P. Curing study of a preimidized photosensitive polyimide. Polymer Eng Sci, 1996, 36(17):2179 doi: 10.1002/(ISSN)1548-2634
|
| [3] |
Sasaki T, Yokota R. Synthesis and properties of an addition-type imide oligomer having pendent phenylethynyl groups:investigation of curing behavior. High Performance Polymers, 2006, 18(2):199 doi: 10.1177/0954008306058269
|
| [4] |
Kang P H, Jeon Y K, Jeun J P, et al. Effect of electron beam irradiation on polyimide film. Journal of Industrial and Engineering Chemistry, 2008, 14(5):672 doi: 10.1016/j.jiec.2008.03.004
|
| [5] |
Artiaga R, Chipara M, Stephens C P, et al. Dynamical mechanical analysis of proton beam irradiated polyimide. Nuclear Instruments and Methods in Physics Research Section B:Beam Interactions with Materials and Atoms, 2005, 236(1-4):432 doi: 10.1016/j.nimb.2005.04.013
|
| [6] |
Chen C, Qin W, Huang X. Synthesis and characterization of novel polyimides derived from 1, 4-bis (4-aminophenoxymethylene) cyclohexane (BAMC) and two aromatic dianhydrides. Journal of Macromolecular Science, Part B, 2008, 47(4):783 doi: 10.1080/00222340802119273
|
| [7] |
Li F, Ge J J, Honigfirt P S, et al. Dianhydride architectural effects on the relaxation behaviors and thermal and optical properties of organo-soluble aromatic polyimide films. Polymer, 1999, 40(18):4987 doi: 10.1016/S0032-3861(98)00721-6
|
| [8] |
Mircea I C. On an anomalous kinetic in irradiated polymers around the glass transition temperature. Nuclear Instruments and Methods in Physics Research Section B:Beam Interactions with Materials and Atoms, 1997, 131(1-4):180 doi: 10.1016/S0168-583X(97)00340-6
|
| [9] |
Chipara M, Benson R, Chipara M, et al. ESR investigations on irradiated polystyrene. Nuclear Instruments and Methods in Physics Research Section B:Beam Interactions with Materials and Atoms, 2003, 208(0):390 http://cat.inist.fr/?aModele=afficheN&cpsidt=14952935
|
| [10] |
Pireaux J J, Gregoire C, Caudano R, et al. Electron-induced vibrational spectroscopy——a new and unique tool to unravel the molecular-structure of polymer surfaces. Langmuir, 1991, 7(11):2433 doi: 10.1021/la00059a006
|
| [11] |
Chern Y T, H C Shiue. High subglass transition temperatures and low dielectric constants of polyimides derived from 4, 9-bis (4-aminophenyl) diamantane. Chem Mater, 1998, 10(1):210 doi: 10.1021/cm970341k
|
| [12] |
American Society of Metals. Characterization and failure analysis of plastics. Ohio:ASM International, 2003:119 http://cityofmaterials.asminternational.org/content/ASM/StoreFiles/06978G_Frontmatter.pdf
|
| [13] |
Gowariker V R, Viswanathan N V, Sreedhar J. Polymer science. New York:John Wiley & Sons 1986:164
|
| [14] |
Fox T G, Flory P J. The glass temperature and related properties of polystyrene:influence of molecular weight. J Polymer Sci, 1954, 14(75):315 doi: 10.1002/pol.1954.120147514
|
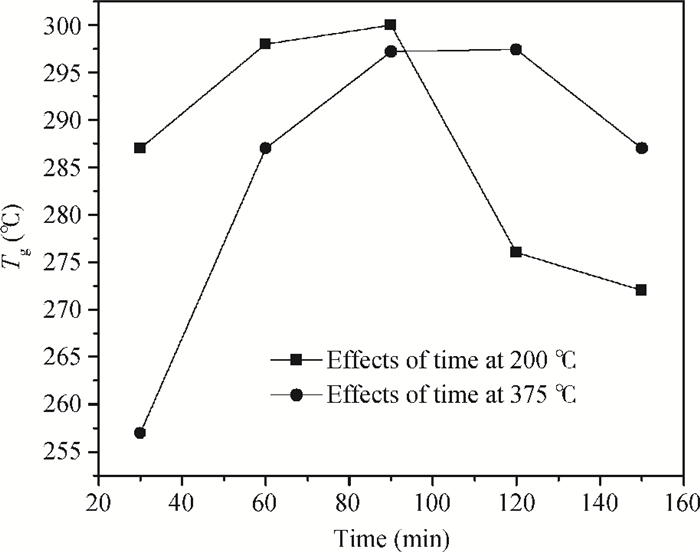
Table 1. Cure processes.

|
| [1] |
Russell J D, Kardos J L. Crosslinking characterization of a polyimide:AFR700B. Polymer Composites, 1997, 18(5):595 doi: 10.1002/(ISSN)1548-0569
|
| [2] |
Rich D C, Sichel E K, Cebe P. Curing study of a preimidized photosensitive polyimide. Polymer Eng Sci, 1996, 36(17):2179 doi: 10.1002/(ISSN)1548-2634
|
| [3] |
Sasaki T, Yokota R. Synthesis and properties of an addition-type imide oligomer having pendent phenylethynyl groups:investigation of curing behavior. High Performance Polymers, 2006, 18(2):199 doi: 10.1177/0954008306058269
|
| [4] |
Kang P H, Jeon Y K, Jeun J P, et al. Effect of electron beam irradiation on polyimide film. Journal of Industrial and Engineering Chemistry, 2008, 14(5):672 doi: 10.1016/j.jiec.2008.03.004
|
| [5] |
Artiaga R, Chipara M, Stephens C P, et al. Dynamical mechanical analysis of proton beam irradiated polyimide. Nuclear Instruments and Methods in Physics Research Section B:Beam Interactions with Materials and Atoms, 2005, 236(1-4):432 doi: 10.1016/j.nimb.2005.04.013
|
| [6] |
Chen C, Qin W, Huang X. Synthesis and characterization of novel polyimides derived from 1, 4-bis (4-aminophenoxymethylene) cyclohexane (BAMC) and two aromatic dianhydrides. Journal of Macromolecular Science, Part B, 2008, 47(4):783 doi: 10.1080/00222340802119273
|
| [7] |
Li F, Ge J J, Honigfirt P S, et al. Dianhydride architectural effects on the relaxation behaviors and thermal and optical properties of organo-soluble aromatic polyimide films. Polymer, 1999, 40(18):4987 doi: 10.1016/S0032-3861(98)00721-6
|
| [8] |
Mircea I C. On an anomalous kinetic in irradiated polymers around the glass transition temperature. Nuclear Instruments and Methods in Physics Research Section B:Beam Interactions with Materials and Atoms, 1997, 131(1-4):180 doi: 10.1016/S0168-583X(97)00340-6
|
| [9] |
Chipara M, Benson R, Chipara M, et al. ESR investigations on irradiated polystyrene. Nuclear Instruments and Methods in Physics Research Section B:Beam Interactions with Materials and Atoms, 2003, 208(0):390 http://cat.inist.fr/?aModele=afficheN&cpsidt=14952935
|
| [10] |
Pireaux J J, Gregoire C, Caudano R, et al. Electron-induced vibrational spectroscopy——a new and unique tool to unravel the molecular-structure of polymer surfaces. Langmuir, 1991, 7(11):2433 doi: 10.1021/la00059a006
|
| [11] |
Chern Y T, H C Shiue. High subglass transition temperatures and low dielectric constants of polyimides derived from 4, 9-bis (4-aminophenyl) diamantane. Chem Mater, 1998, 10(1):210 doi: 10.1021/cm970341k
|
| [12] |
American Society of Metals. Characterization and failure analysis of plastics. Ohio:ASM International, 2003:119 http://cityofmaterials.asminternational.org/content/ASM/StoreFiles/06978G_Frontmatter.pdf
|
| [13] |
Gowariker V R, Viswanathan N V, Sreedhar J. Polymer science. New York:John Wiley & Sons 1986:164
|
| [14] |
Fox T G, Flory P J. The glass temperature and related properties of polystyrene:influence of molecular weight. J Polymer Sci, 1954, 14(75):315 doi: 10.1002/pol.1954.120147514
|









Article views: 6037 Times PDF downloads: 165 Times Cited by: 0 Times
Received: 09 October 2012 Revised: 27 December 2012 Online: Published: 01 June 2013
| Citation: |
Wenguo Ning, Heng Li, Chunsheng Zhu, Le Luo, Dong Chen, Zhenzhen Duan. The effects of cure temperature history on the stability of polyimide films[J]. Journal of Semiconductors, 2013, 34(6): 063003. doi: 10.1088/1674-4926/34/6/063003
****
W G Ning, H Li, C S Zhu, L Luo, D Chen, Z Z Duan. The effects of cure temperature history on the stability of polyimide films[J]. J. Semicond., 2013, 34(6): 063003. doi: 10.1088/1674-4926/34/6/063003.

|
| [1] |
Russell J D, Kardos J L. Crosslinking characterization of a polyimide:AFR700B. Polymer Composites, 1997, 18(5):595 doi: 10.1002/(ISSN)1548-0569
|
| [2] |
Rich D C, Sichel E K, Cebe P. Curing study of a preimidized photosensitive polyimide. Polymer Eng Sci, 1996, 36(17):2179 doi: 10.1002/(ISSN)1548-2634
|
| [3] |
Sasaki T, Yokota R. Synthesis and properties of an addition-type imide oligomer having pendent phenylethynyl groups:investigation of curing behavior. High Performance Polymers, 2006, 18(2):199 doi: 10.1177/0954008306058269
|
| [4] |
Kang P H, Jeon Y K, Jeun J P, et al. Effect of electron beam irradiation on polyimide film. Journal of Industrial and Engineering Chemistry, 2008, 14(5):672 doi: 10.1016/j.jiec.2008.03.004
|
| [5] |
Artiaga R, Chipara M, Stephens C P, et al. Dynamical mechanical analysis of proton beam irradiated polyimide. Nuclear Instruments and Methods in Physics Research Section B:Beam Interactions with Materials and Atoms, 2005, 236(1-4):432 doi: 10.1016/j.nimb.2005.04.013
|
| [6] |
Chen C, Qin W, Huang X. Synthesis and characterization of novel polyimides derived from 1, 4-bis (4-aminophenoxymethylene) cyclohexane (BAMC) and two aromatic dianhydrides. Journal of Macromolecular Science, Part B, 2008, 47(4):783 doi: 10.1080/00222340802119273
|
| [7] |
Li F, Ge J J, Honigfirt P S, et al. Dianhydride architectural effects on the relaxation behaviors and thermal and optical properties of organo-soluble aromatic polyimide films. Polymer, 1999, 40(18):4987 doi: 10.1016/S0032-3861(98)00721-6
|
| [8] |
Mircea I C. On an anomalous kinetic in irradiated polymers around the glass transition temperature. Nuclear Instruments and Methods in Physics Research Section B:Beam Interactions with Materials and Atoms, 1997, 131(1-4):180 doi: 10.1016/S0168-583X(97)00340-6
|
| [9] |
Chipara M, Benson R, Chipara M, et al. ESR investigations on irradiated polystyrene. Nuclear Instruments and Methods in Physics Research Section B:Beam Interactions with Materials and Atoms, 2003, 208(0):390 http://cat.inist.fr/?aModele=afficheN&cpsidt=14952935
|
| [10] |
Pireaux J J, Gregoire C, Caudano R, et al. Electron-induced vibrational spectroscopy——a new and unique tool to unravel the molecular-structure of polymer surfaces. Langmuir, 1991, 7(11):2433 doi: 10.1021/la00059a006
|
| [11] |
Chern Y T, H C Shiue. High subglass transition temperatures and low dielectric constants of polyimides derived from 4, 9-bis (4-aminophenyl) diamantane. Chem Mater, 1998, 10(1):210 doi: 10.1021/cm970341k
|
| [12] |
American Society of Metals. Characterization and failure analysis of plastics. Ohio:ASM International, 2003:119 http://cityofmaterials.asminternational.org/content/ASM/StoreFiles/06978G_Frontmatter.pdf
|
| [13] |
Gowariker V R, Viswanathan N V, Sreedhar J. Polymer science. New York:John Wiley & Sons 1986:164
|
| [14] |
Fox T G, Flory P J. The glass temperature and related properties of polystyrene:influence of molecular weight. J Polymer Sci, 1954, 14(75):315 doi: 10.1002/pol.1954.120147514
|

 WeChat ID
WeChat ID
Journal of Semiconductors © 2017 All Rights Reserved 京ICP备05085259号-2

 DownLoad:
DownLoad: